1. 測量的標準條件:溫度為20℃,測力為零。
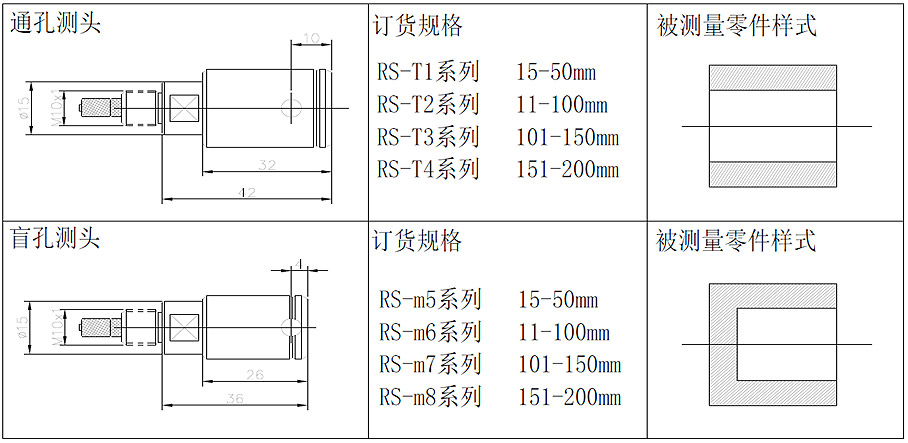
2. 檢測工件最大實體(即孔為最小,軸為最大極限尺寸)的量規稱呼通規,檢測工件最小實體(即孔為最大,軸為最小極限尺寸)的量規稱呼止規。
3. 符合極限尺寸判斷原則(即泰勒原則)的量規如下:通規一測量面應是與孔或軸形狀想對應的完整表面(通常稱呼為全形量規),其尺寸等于工件的最大實體尺寸,且長度等于配合長度,止規一測量面應是點狀的,兩側量面之間的尺寸等于工件的最小實體尺寸。備注:符合泰勒原則的量規,如在某些場合下應用不方便或有困難時,可在保證被檢測工件的形狀誤差不致影響配合性質的條件下,使用偏離泰勒原則的量規。
4. 用符合本標準的量規檢測工件,如通規能通過,止規不能通過,則該工件為合格品。
5. 制造公司對工件進行檢驗時,操作者應該使用新的或者磨損比較少的通規,檢測部門應該使用與操作者相同形式,且已磨損比較少的通規。用戶代表在用量規驗收工件時,通規應接近工件的最大實體尺寸,止規應接近工件的最小實體尺寸。
6. 用符合本標準的量規檢測工件,如判斷有爭議,應該使用下述尺寸的量規解決,通規應等于或接近工件的最大實體尺寸,止規應等于或接近工件的最小實體尺寸。
1. 測量的標準條件:溫度為20℃,測力為零。
2. 檢測工件最大實體(即孔為最小,軸為最大極限尺寸)的量規稱呼通規,檢測工件最小實體(即孔為最大,軸為最小極限尺寸)的量規稱呼止規。
3. 符合極限尺寸判斷原則(即泰勒原則)的量規如下:通規一測量面應是與孔或軸形狀想對應的完整表面(通常稱呼為全形量規),其尺寸等于工件的最大實體尺寸,且長度等于配合長度,止規一測量面應是點狀的,兩側量面之間的尺寸等于工件的最小實體尺寸。備注:符合泰勒原則的量規,如在某些場合下應用不方便或有困難時,可在保證被檢測工件的形狀誤差不致影響配合性質的條件下,使用偏離泰勒原則的量規。
4. 用符合本標準的量規檢測工件,如通規能通過,止規不能通過,則該工件為合格品。
5. 制造公司對工件進行檢驗時,操作者應該使用新的或者磨損比較少的通規,檢測部門應該使用與操作者相同形式,且已磨損比較少的通規。用戶代表在用量規驗收工件時,通規應接近工件的最大實體尺寸,止規應接近工件的最小實體尺寸。
6. 用符合本標準的量規檢測工件,如判斷有爭議,應該使用下述尺寸的量規解決,通規應等于或接近工件的最大實體尺寸,止規應等于或接近工件的最小實體尺寸。
1. 測量的標準條件:溫度為20°C,測力為零。
2. 檢測工件最大實體(即孔為最小,軸為最大極限尺寸)的量規稱呼通規。檢測工件最小實體(即孔為最大,軸為最小極限尺寸)的量規稱呼止規。
3. 符合極限尺寸判斷原則(即泰勒原則)的量規如下:通規一測量面應是與孔或軸形狀相對應的完整表面(通常稱呼為全形量規),其尺寸等于工件的最大實體尺寸,且長度等于配合長度。止規一測量面應是點狀的,兩測量面之間的尺寸等于工件的最小實體尺寸。備注:符合泰勒原則的量規,如在某些場合下應用不方便或有困難時,可在保證被檢驗工件的形狀誤差不影響配合性質的條件下,使用偏離泰勒原則的量規。
4. 用符合本標準的量規檢驗工件,如通規能通過,止規不能通過,則該工件應為合格品。
5. 制造公司對工件進行檢驗時,操作者應該使用新的或者磨損比較少的通規;檢驗部門應該使用與操作者相同型式,且已磨損比較少的通規。用戶代表在用量規驗收工件時,通規應接近工件的最大實體尺寸,止規應接近工件的最小實體尺寸。
6. 用符合本標準的量規檢驗工件,如判斷有爭議,應該使用下述尺寸的量規解決:通規應等于或接近工件的最大實體尺寸;止規應等于或接近工件的最小實體尺
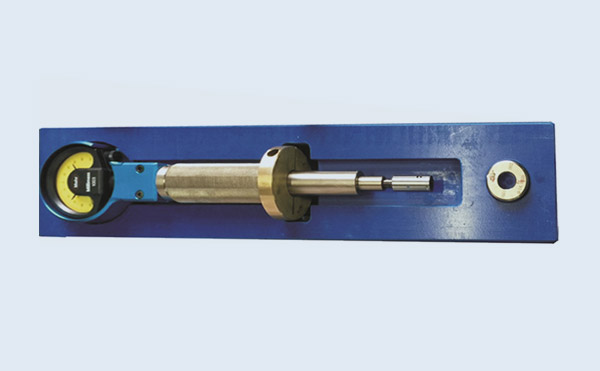
標準環規是以指定位置委直于熱線的中截商內孔直徑作為工作長度的高滾確度尺寸量類、通過它對測孔儀器及量具進行鑒定和標準、使機械加工中的孔徑等內尺寸長度潤源到米定義的長度。
根據制造精度和測量不確定度分為1、2、3三個等級,各等標準環規適用范圍如下:
1等標準環規用于校準鑒定2等標燃環規的一起,或作為高精度啟動量儀、電子塞規標定、校準只用。
2等標準環規用于測長機及臥式測長儀內側測尺校準,或作不確定度在1-2的氣動量儀、電子塞規標定,校準之用。
3等標準環規用于內徑表,內徑干分尺或福應精度的氣動塞規及電子塞規校準之用。
標準環規是以指定位置委直于熱線的中截商內孔直徑作為工作長度的高滾確度尺寸量類、通過它對測孔儀器及量具進行鑒定和標準、使機械加工中的孔徑等內尺寸長度潤源到米定義的長度。根據制造精度和測量不確定度分為1、2、3三個等級。
各等標準環規適用范國劉下:
1等標準環規用于校準鑒定2等標燃環規的一起,或作為高精度啟動量儀、電子塞規標定、校準只用。
2等標準環規用于測長機及臥式測長儀內側測尺校準,或作不確定度在1-2的氣動量儀、電子塞規標定,校準之用。
3等標準環規用于內徑表,內徑干分尺或福應精度的氣動塞規及電子塞規校準之用。